Direct Fired Thermal Oxidizers

Direct Fired Thermal Oxidizers for VOC and HAP Abatement
Direct fired thermal oxidizers, often called DFTOs, afterburners, or fume incinerators, are one of the most basic types of thermal oxidizer technology. They destroy VOCs, HAPs, and odorous emissions by heating contaminated process air inside a combustion chamber until the pollutants are oxidized.
DFTOs can be a practical fit for certain industrial applications, especially high-VOC process streams, batch processing, and applications where heat can be captured from the exhaust for process heating or steam generation. But they’re not always the most efficient choice.
Because a basic direct fired thermal oxidizer has no built-in heat recovery, operating costs can be high when the process stream doesn't contain enough VOC loading to help sustain combustion. For many applications, an RTO, recuperative oxidizer, or catalytic oxidizer is the better long-term solution.
Kono Kogs helps facilities sort through oxidizer options. We support VOC abatement needs across the full equipment lifecycle, including system evaluation, used and refurbished oxidizers, custom design and manufacturing, installation, relocation, field service, spare parts, rebuilds, repairs, and retrofits.
Request a quote for your project
What is a direct fired thermal oxidizer?
A direct fired thermal oxidizer is an air pollution control system that sends contaminated process air directly into a burner-fired combustion chamber. The system raises the process stream to the temperature required to oxidize VOCs, HAPs, and odor-causing compounds before releasing the treated exhaust through the stack.
Like other oxidizer systems, DFTO performance depends on the right combination of:
- Temperature
- Residence time
- Turbulence
- Pollutant concentration
- Proper system design and controls
In simple terms, the process air stream has to get hot enough, stay hot long enough, and mix thoroughly enough for oxidation to occur.
How a direct fired thermal oxidizer works
A DFTO is a straightforward system compared with more complex oxidizer technologies. That simplicity is one of its advantages, but it’s also why the application has to be evaluated carefully.
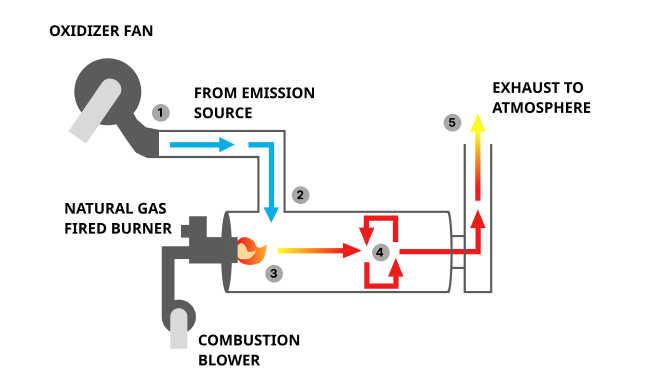
1. Process exhaust is collected
Contaminated air is captured from industrial process equipment such as ovens, dryers, tanks, reactors, coating lines, or production areas. The exhaust may contain VOCs, HAPs, odors, smoke, or other combustible contaminants.
The process stream is moved through ductwork by a system fan and routed toward the DFTO.
2. The airstream enters the combustion chamber
The contaminated process air enters a refractory-lined combustion chamber. The chamber is designed to hold the airstream at the required oxidation temperature for the necessary residence time.
System design may include inlet dampers, safety interlocks, flame safeguards, temperature controls, LEL monitoring, and other equipment depending on the process.
3. A burner raises the process stream to oxidation temperature
A burner supplies the heat needed to oxidize the contaminants. The required temperature varies by application, pollutant type, destruction efficiency requirements, and permitting needs.
When the process stream has a high VOC concentration, the VOCs themselves can supply some of the heat needed for combustion because they release heat as they oxidize. When the VOC concentration is low, the burner has to do more of the work, which can increase fuel cost.
4. Time, temperature, and turbulence complete the reaction
Inside the combustion chamber, VOCs and HAPs are oxidized into primarily carbon dioxide and water vapor. Proper mixing is important because uneven flow or poor turbulence can reduce destruction efficiency.
5. Treated exhaust exits the system
The hot, treated air leaves the combustion chamber and exits through the stack. In some applications, heat from the exhaust may be recovered for plant heating, process heating, steam generation, hot oil systems, or other uses.
When a DFTO makes sense
A direct fired thermal oxidizer may be a good fit when the application calls for straightforward VOC destruction and built-in heat recovery is not the top priority.
DFTOs are often considered for:
- High-concentration VOC streams
- Batch processing applications
- Intermittent production schedules
- Low-to-moderate airflow applications
- High-BTU process streams
- Odor control applications
- Backup or standby oxidizer needs
- Applications where secondary heat recovery is practical
- Process streams that may not be ideal for catalyst-based systems
DFTOs can also make sense when the exhaust is concentrated enough that the process stream helps reduce the amount of auxiliary fuel required.
The question isn’t whether a DFTO can destroy the emissions. It usually can. A better question is whether a DFTO is the best system for the job once capital cost, fuel use, uptime, permitting, maintenance, and other equipment options are all considered.
When a DFTO may not be the best choice
A direct fired thermal oxidizer is not always the most cost-effective oxidizer system.
Because a standard DFTO doesn't include primary heat recovery, it can be expensive to operate in many applications. If the process has high airflow and low VOC concentration, the system will burn a lot of fuel to maintain temperature. In that situation, a regenerative thermal oxidizer offers much lower operating costs because it recovers and reuses heat through ceramic media.
A DFTO may not be the best fit when:
- The process stream has low VOC concentration
- Airflow is high and continuous
- Fuel cost is a major concern
- The application is well-suited for an RTO
- A recuperative heat exchanger would reduce operating costs
- The stream is clean enough for catalytic oxidation
- The facility needs maximum thermal efficiency
This is where Kono Kogs can help. Sometimes the right answer is a DFTO. Sometimes it’s a refurbished RTO that costs less to operate. Sometimes it’s a recuperative or catalytic system. The equipment choice should follow the process, not the other way around.
DFTO vs. RTO vs. recuperative and catalytic oxidizers
Choosing an oxidizer is rarely as simple as picking the system with the lowest upfront cost. Each oxidizer type has a place.
DFTO vs. RTO
A direct fired thermal oxidizer uses a burner and combustion chamber to directly heat the process stream. It doesn't rely on regenerative ceramic media for heat recovery.
A regenerative thermal oxidizer uses ceramic media beds to capture and reuse heat from the treated exhaust. RTOs are often the better fit for high-volume, low-to-moderate VOC applications where continuous operation would make direct fuel use expensive.
DFTO vs. recuperative thermal oxidizer
A recuperative thermal oxidizer uses a heat exchanger to preheat incoming process air with hot exhaust leaving the combustion chamber. This reduces fuel demand but adds equipment complexity.
A DFTO is simpler, but without heat recovery it can cost more to operate unless the process stream has enough heat value or secondary heat recovery is used.
DFTO vs. catalytic oxidizer
Catalytic oxidizers operate at lower temperatures because the catalyst helps the oxidation reaction occur more easily. That can reduce fuel use, but catalytic systems aren’t suitable for every airstream. Halogens, sulfur, silicone, particulates, and other contaminants may damage or foul catalyst.
DFTOs operate at higher temperatures and don’t rely on catalyst, which can make them useful for certain difficult streams.
Direct fired thermal oxidizer features and design options
DFTO systems can be configured in different ways depending on the process stream, facility layout, pollutant load, safety requirements, and compliance needs.
Common features and design considerations include:
What to look for in a DFTO manufacturer or supplier
A direct fired thermal oxidizer is simple in concept, but the equipment still has to match the process, facility, and compliance requirements.
When evaluating a DFTO manufacturer, supplier, or equipment partner, look for someone who understands the full VOC abatement system: process conditions, permitting, safety controls, airflow, ductwork, installation, startup, and long-term service.
Important capabilities include:
- VOC and HAP abatement system experience
- Application review before equipment recommendation
- Burner and gas train expertise
- Combustion chamber and refractory evaluation
- Controls, PLC, and instrumentation support
- Fan, damper, ductwork, and stack experience
- Installation and relocation service
- Startup, tuning, and operator training
- Field service and spare parts availability
- Rebuild, repair, retrofit, and upgrade capabilities
- Willingness to recommend a different oxidizer type when appropriate
Kono Kogs works with industrial facilities across new, used, refurbished, and upgraded oxidizer systems. In our decades of experience, the best solution isn’t always a brand-new DFTO. In many cases, the smarter choice is a refurbished system, a rebuilt oxidizer, or a different oxidizer design with lower long-term operating cost.
Common DFTO applications and industries
Direct fired thermal oxidizers are used across different types of industrial facilities that need to treat VOCs, HAPs, smoke, fumes, or odors. The right fit depends less on the industry and more on the exhaust stream. Still, DFTOs are commonly considered in certain sectors and facility types.
Coating & converting facilities
Coating and converting operations may generate solvent-laden exhaust from coating lines, laminators, dryers, curing ovens, adhesive processes, and related production equipment. A DFTO may be suitable when VOC concentrations are high enough to help support combustion or when the process runs in batch or intermittent cycles.
Printing & packaging plants
Printing, packaging, and flexible packaging facilities can produce VOC emissions from inks, coatings, adhesives, solvents, and drying equipment. Depending on airflow and concentration, these facilities may consider DFTOs, RTOs, catalytic oxidizers, or concentrator systems.
Chemical processing facilities
Chemical manufacturing and processing operations may use DFTOs for process vents, reactor exhaust, tank emissions, solvent handling, and batch production exhaust. Stream composition is especially important in these applications because corrosive compounds, halogens, moisture, or particulates can require special system design or downstream treatment.
Pharmaceutical manufacturing
Pharmaceutical facilities often have batch processes, solvent emissions, reactor vents, dryers, and specialty exhaust streams that require VOC or HAP destruction. DFTOs can be an option when the stream is concentrated, variable, or not ideal for catalyst.
Food processing & roasting operations
Food production, roasting, baking, and related facilities use thermal oxidation for odor, smoke, VOC, and organic vapor control. A DFTO is considered when the process produces concentrated exhaust or when heat recovery can be used in the plant.
Petroleum, petrochemical & terminal operations
Petrochemical facilities, refineries, terminals, and tank operations may use direct fired oxidation for certain vent streams, loading operations, tank emissions, or high-BTU exhaust. Safety review is critical for these applications because concentration variability and LEL concerns drive system design.
Industrial dryers & ovens
Dryers and ovens used in manufacturing, coating, curing, printing, or thermal processing can produce VOC-laden exhaust. Depending on the exhaust volume and concentration, a DFTO might be used or compared against an RTO or recuperative system.
Backup & standby oxidizer applications
Some facilities use a DFTO as a backup or standby oxidizer when production can’t afford downtime. In a standby role, the DFTO system may not be the lowest fuel-cost option, but it can provide a crucial backup option for emissions control when the primary oxidizer is offline.
Operating cost and heat recovery considerations
DFTOs can be cost-effective from a capital and maintenance standpoint, but fuel cost can be a significant tradeoff.
A direct fired thermal oxidizer without heat recovery might be expensive to operate if the burner has to supply most of the heat. That’s why the VOC concentration and heat value of the process stream matter so much. A high-BTU stream can reduce auxiliary fuel demand. A high-volume, low-VOC stream can increase it.
Important operating cost factors include:
- Airflow
- VOC concentration
- BTU value of the process stream
- Required destruction efficiency
- Operating temperature
- Residence time
- Runtime schedule
- Fuel type and fuel cost
- Heat recovery opportunities
- Maintenance requirements
- Permitting and monitoring needs
Heat recovery may be possible from the hot exhaust leaving the DFTO. Depending on the application, recovered heat can be used for process air, plant heating, steam generation, hot oil systems, or other process needs.
Heat recovery only makes sense when the recovered energy has a real use. If the facility can’t use that heat consistently, the added equipment may not justify its cost or complexity.
Used and refurbished direct fired thermal oxidizers
A used or refurbished DFTO can be a practical option when the system matches the application. But the process conditions, system capacity, chamber design, burner configuration, controls, refractory, fan, dampers, gas train, and safety equipment all need to be evaluated whether you’re investing in new or refurbished equipment.
Before installing a used DFTO, Kono Kogs reviews:
- System size and capacity
- Prior service history
- Combustion chamber dimensions
- Burner and gas train condition
- Refractory or insulation condition
- Fan and damper condition
- Controls and instrumentation
- Stack and ductwork compatibility
- Required repairs or upgrades
- Installation and relocation requirements
- Current permitting or compliance needs
- Whether a different oxidizer type is a better fit
A used DFTO can save money when it’s the right unit for the right process. The wrong unit can create expensive installation, fuel, compliance, or downtime problems. That’s why application review always comes first.
DFTO maintenance and service considerations
Direct fired thermal oxidizers are mechanically straightforward compared with some oxidizer types, but they still need regular maintenance to operate safely and reliably.
Typical DFTO service needs include:
- Burner tuning
- Gas train inspection
- Flame safeguard testing
- Safety interlock testing
- Combustion air checks
- Refractory inspection
- Fan and bearing inspection
- Damper inspection
- Temperature sensor checks
- Controls troubleshooting
- Stack testing support
- Preventative maintenance planning
Kono Kogs provides field service, spare parts, installation, relocation, rebuilds, repairs, retrofits, and preventative maintenance for oxidizer systems. Whether you’re evaluating a DFTO, operating an older oxidizer, or just trying to avoid unplanned downtime, we can review what you have and what kind of maintenance it needs.
Questions to answer before choosing a DFTO
Before selecting a direct fired thermal oxidizer, gather as much process information as possible. The better the data, the better the recommendation.
Key questions include:
- What pollutants are in the exhaust stream?
- What VOCs or HAPs need to be destroyed?
- What destruction efficiency is required?
- What is the process airflow?
- What is the VOC concentration?
- Is the process continuous, batch, seasonal, or intermittent?
- What is the exhaust temperature?
- Does the stream contain moisture, particulates, condensables, halogens, sulfur, silicone, acids, or corrosive compounds?
- Is LEL monitoring required?
- Is heat recovery useful or unnecessary?
- What fuel source is available?
- What are the site layout, ductwork, and stack requirements?
- Is used or refurbished equipment an option?
- Would an RTO, recuperative oxidizer, catalytic oxidizer, or rotary concentrator be more practical?
If you don’t have every answer, that’s fine. We can help identify what information is needed to move the evaluation forward.
Talk with Kono Kogs about your oxidizer application
Not sure whether you need a DFTO, RTO, catalytic oxidizer, recuperative oxidizer, rotary concentrator, or rebuilt system? This is exactly the type of conversation we have every day.
Kono Kogs helps facilities evaluate oxidizer options, source and refurbish equipment, install and relocate systems, and keep VOC abatement equipment running with field service, spare parts, and preventative maintenance.
We love helping businesses navigate the world of oxidizers.
Direct Fired Thermal Oxidizer FAQs
DFTO stands for direct fired thermal oxidizer. They’re also called direct fired oxidizers, afterburners, or fume incinerators.
A direct fired thermal oxidizer destroys VOCs, HAPs, and odorous compounds by heating contaminated process air in a combustion chamber until the pollutants are oxidized into primarily carbon dioxide and water vapor.
A DFTO directly heats the process stream in a combustion chamber. An RTO uses ceramic heat exchange media to recover and reuse heat, which can greatly reduce fuel use in high-volume, low-to-moderate VOC applications.
It can be. A DFTO has no built-in primary heat recovery, so fuel cost can be high when the process stream has low VOC concentration. High-BTU streams, intermittent operation, or useful secondary heat recovery can make them more cost-effective.
A DFTO may be a better fit for high-concentration VOC streams, batch processing, intermittent emissions, low-to-moderate airflow, backup oxidation, or applications where the process stream has enough heat value to reduce auxiliary fuel demand.
A basic DFTO doesn't recover heat the way an RTO or recuperative oxidizer does. However, heat from the hot exhaust can sometimes be captured for steam generation, process heating, hot oil systems, plant heating, or other uses.
Yes, but the system should be evaluated before purchase or installation. Capacity, burner condition, gas train, refractory, controls, safety equipment, ductwork, stack requirements, and permitting needs all matter.
Useful information includes airflow, VOC concentration, pollutant type, exhaust temperature, moisture content, particulate content, LEL data, operating schedule, required destruction efficiency, fuel source, and any corrosive or difficult compounds in the stream.
DFTO & Catalytic Oxidizer Treating Emissions from Automotive Paint Line
Quick replacement of damaged thermal recuperative oxidizer after fire damage to the existing system. We kept them running with a stopgap & a final solution.


