What Components Comprise Industrial Thermal Oxidizers

Industrial Oxidizer Components
Read on to learn about the components that make up different types of industrial thermal oxidizers from the experts at Kono Kogs, Inc.
Thermal oxidizers clean process exhaust air before it is discharged to the atmosphere. Different oxidizer types remove volatile organic compounds (VOCs) and hazardous air pollutants (HAPs) by heating the incoming airstream, by using a catalyst, or by combining both approaches. Below is an overview of the main components of industrial thermal oxidizers and their variance in different types of oxidizers.
Pre-Combustion Process: Air Intake & Mixing
Polluted air must be delivered to the oxidizer at a controlled flow and pressure, typically using a fan or blower.
Fan / Blower
A system fan pulls polluted air from the source into the oxidizer and can also supply combustion air or dilution air as required. Fans for oxidizer service may be built of stainless steel or other corrosion-resistant alloys, or be placed upstream with appropriate cooling or protective coatings depending on temperature and corrosivity.
Variable Frequency Drives & Sensors
Variable frequency drives (VFDs) control motor speed by adjusting the electrical frequency and voltage that drive motors. By matching fan speed to process demand, VFDs can reduce energy use and operating costs while providing finer airflow control. VFDs also help reduce mechanical stress on blower motors during lower-speed operation. A variety of sensors (pressure, flow, temperature, and gas analyzers) feed the control system so airflow and combustion are maintained at safe, efficient setpoints.

Hot Side Process: VOC & HAP Combustion
The main function of an industrial oxidation system is to remove harmful volatile organic compounds and hazardous air pollutants from process air streams. This is done by converting VOCs and HAPs to less harmful products (typically CO₂ and H₂O) by sufficient heating and residence time, often with good mixing to promote complete oxidation. Preheating the polluted air with heat exchangers reduces burner fuel consumption.
Preheaters & Heat Recovery
Efficient thermal oxidation relies on recovering heat from the hot, clean exhaust and using it to preheat the incoming polluted airstream. This reduces operating costs, minimizes fuel consumption, and stabilizes combustion temperatures. Nearly all thermal oxidizer types use one of two main heat-recovery methods:
Ceramic Media Beds (Regenerative Heat Recovery)
Ceramic media beds are the primary heat-recovery method used in RTOs and RCOs, functioning as a thermal mass that captures and reuses heat during each operating cycle. As VOC-laden air enters the unit, it passes through a hot ceramic bed that preheats the stream and reduces the burner fuel needed for oxidation. After combustion, the clean, hot exhaust flows through a different bed, charging it with heat for the next cycle. This repeating airflow reversal, typically every 60–120 seconds, allows regenerative systems to achieve extremely high thermal efficiency, often 95–97%. Ceramic beds can also be paired with catalyst blocks in RCOs and may require puff capture in poppet-valve designs. The gold standard of preheating systems in the oxidation process belongs to the regenerative thermal oxidizer, or RTO.
.png)
Air-to-Air Heat Exchangers (Recuperative Heat Recovery)
Air-to-air heat exchangers are the primary heat-recovery method in recuperative thermal and catalytic oxidizers, using metallic exchangers, typically shell-and-tube or plate designs, to transfer heat from the hot exhaust to the incoming process air without mixing the two streams. As clean exhaust travels through one side of the exchanger and cooler VOC-laden air moves through the other, heat passes through the metal walls to prewarm the incoming air. These systems offer moderate thermal efficiency, generally 50–80%, and operate without cycling or valve switching, eliminating the risk of contaminated puffs. Recuperative designs are well-suited for smaller airflow volumes, applications with particulates or condensables, and catalytic systems that operate at lower temperatures.
LEARN MORE - Heat recovery in thermal oxidizers
Catalytic Pretreatment
In catalytic oxidizers, a catalyst (often plated with precious metals such as palladium or platinum) promotes oxidation at lower temperatures by providing active sites for reactions. Catalytic systems are often combined with heat recovery (recuperative or regenerative) and reduce fuel consumption by lowering required operating temperature versus thermal-only oxidation. Note that catalysts require appropriate pretreatment and can be deactivated by certain contaminants (e.g., sulfur compounds, silicon, or heavy fouling).

LEARN MORE - Catalysts in thermal oxidizers
Direct-Fired Combustion
A direct-fired oxidizer typically has little or no heat recovery stage, so the burner heats the polluted air directly. These units are simpler in design and operation but are generally less fuel-efficient than recuperative or regenerative systems.
Combustion Chamber & Burner
The combustion chamber is where oxygen, fuel, and polluted air contact at elevated temperature to achieve oxidation. Operating temperatures vary with pollutant chemistry; thermal oxidizers can reach up to about 1600°F (870°C) for some applications, while catalytic systems operate at much lower temperatures.
There are three critical elements that a combustion chamber must obtain before oxidation can occur:
- Temperature - the high heat breaks down chemical bonds and reduces the pollutants to less harmful substances.
- Time - the duration that the polluted air spends being heated in the combustion chamber - anywhere from a half second to a full second.
- Turbulence - the appropriate amount of mixing of waste gas and oxygen in the combustion chamber to fully expose the pollutants to heat and allow for total destruction efficiency.
Burner fuels used in combustion chambers include natural gas (methane), propane, or other fuels (oil or others) depending on availability and permit requirements.

Hot Side Bypass Damper
When combustible concentrations approach safe operating limits (typically referenced relative to LEL), operators may introduce dilution air or bypass portions of the heat recovery system to avoid overheating or unsafe conditions. The specific thresholds and protective actions depend on unit design, control strategy, and regulatory requirements. A hot side bypass damper diverts high-temperature gas to the exhaust stack. This temperature regulation helps control and limit the RTO’s temperature, which prevents unnecessary component wear and tear and improves the system’s overall performance and efficiency.

Cold Side Process: Heat Recovery & Flow Reversal in RTOs
Regenerative and recuperative oxidizers recover heat to preheat incoming air and cool exhaust. RTOs use valve switching to periodically reverse flow so beds alternate between absorbing heat from exhaust and delivering heat to incoming air. Cycle times vary widely by design.
Valve Types
There are two main types of valves used in regenerative thermal oxidizers:
- Poppet valves - actuated valves that provide a positive seal; rapid actuation can create flow transients, which are normally mitigated with control strategies or dampers.
- Rotary valves - use rotating motion to select flow paths and can offer smoother operation for large flow applications.

Secondary Heat Exchangers
Some systems route hot, treated exhaust through secondary heat exchangers to provide plant heating (water, thermal oil loops, or process preheat), increasing overall plant efficiency.
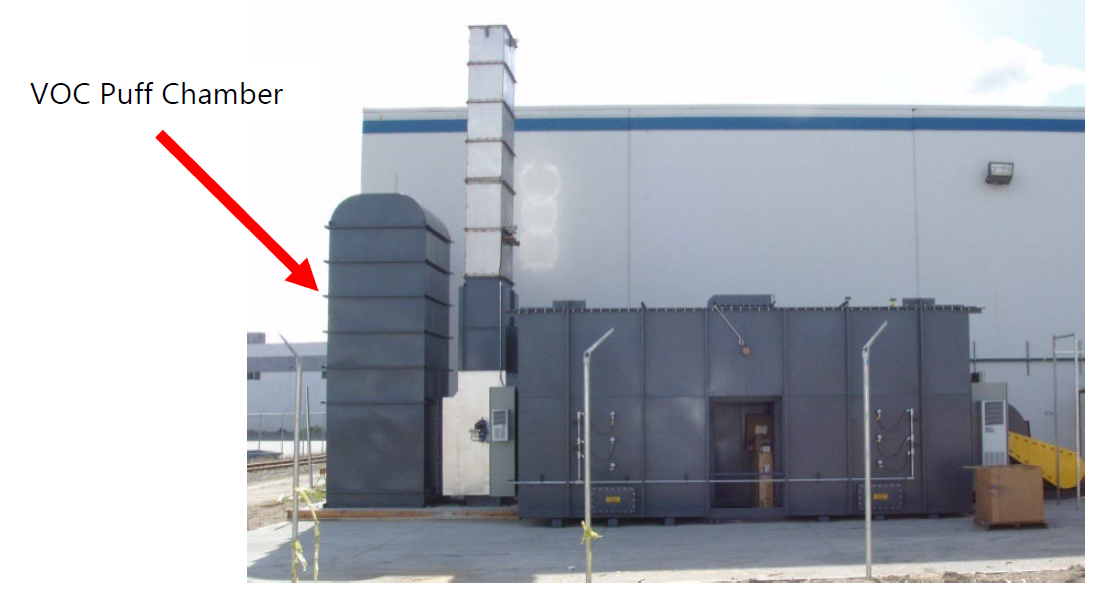
VOC Puff Chambers
Puff chambers, or VOC entrapment chambers, mitigate small slugs of untreated air produced during valve switching in RTOs. They temporarily capture or redirect these puffs so the stored air can be routed back to the hot side for destruction, reducing momentary spikes in stack emissions and odors.
Exhaust Stack
The final treated air is discharged through a stack designed for the process temperature and gas chemistry. Stack construction (lined vs. unlined, material selection, insulation) depends on temperature and corrosivity. Stacks also commonly include sampling ports, access doors, rain caps, and lightning protection. Dampers may be used for flow control when appropriate.
Controlling the Process - PLCs
The thermal oxidation process is automated to ensure optimal performance and desired dwell times, temperature and turbulence. In order to manage this automation, programmable logic controllers are incorporated into thermal oxidizer designs, particularly if a heat exchange is involved.
These controllers handle everything from the valve switching to monitoring temperatures. Paired with a human-machine interface, or HMI, a PLC is an essential component that allows oxidation systems to meet the desired requirements while optimizing the process for best efficiency and lowest operating costs.

LEARN MORE - PLC controllers in industrial oxidizers
Sensors: Temperature, Flow, Oxygen & Pressure
Numerous sensors are employed in order for PLCs to monitor and control operating conditions in a thermal oxidizer system. Thermocouple and resistance temperature detectors (RTDs) are some of the most important sensors used. A thermocouple generates voltage proportional to the temperature differential between the hot and cold ends of the system, then converts it into a temperature reading. An RTD similarly monitors the temperature within a combustion chamber. Both sensors play a key role in improving efficiency and maintaining longevity of the system, as well as ensuring optimal functionality and consistency of performance.
Other important sensors that feed information into PLCs include:
- Pressure Sensors - monitor air pressure of the oxidizer and its components
- Flow Meters - measures air flow rate in both the waste stream and combustion mix for optimal performance
Structural & Mechanical Components
Oxidizers include support structures, ductwork, piping, mounts, access platforms, and insulation. Proper mechanical design and skilled fabrication (welding, machining) are critical to ensure safe, leak-free operation.
Kono Kogs: Industrial Oxidizer Component Repair & Replacement
The team at Kono Kogs has decades of experience repairing and replacing crucial thermal oxidizer components like those listed above. Whether it’s a clogged ceramic media bed, a fouled catalyst or a broken blower, our team will diagnose and repair, upgrade or replace these vital parts of your industrial oxidation system.
Contact us for help with industrial thermal oxidizer components - Or send us an email!
Industrial Oxidizer Component FAQs
Get fast answers to commonly asked questions about industrial thermal oxidizer components.
Yes, our oxidizer's controls come standard with remote access, which allows for real-time, remote troubleshooting, which will reduce the need for on-site service visits.
Yes, we can support both turnkey projects and specific needs like ductwork and damper sizing and supply or other fabrication needs. Through our Complete Air Fab division, we offer extensive fabrication capabilities and can provide or install ductwork as part of a full turnkey solution—or handle any portion of the project you prefer. Check out our case studies to see examples of our work.
Yes, the type of ceramic media in an RTO can be optimized for an exhaust airstream. Using the right type of ceramic media can maximize thermal efficiency, minimize pressure drop, and better handle organic and inorganic particulates that may be present. Check out this case study for more information.
Note: Regular preventative maintenance and understanding your airstream's composition are crucial for determining the appropriate timing for media replacement.
Yes, most RTO systems are equipped with a VFD on the main fan. VFDs are important for efficient operation, allowing for volume turn-down, improved energy savings, and idle-mode operation when full airflow isn’t needed.
It depends on some design factors that need to be scrutinized but typically, no. Advancements in new structured media designs can sometimes increase the thermal efficiency and reducing pressure drops through the media beds. This can sometimes can provide a couple percentage points of capacity increases over RTOs that utilize saddle ceramic media.
Induced draft fans are often preferred when handling particulates and solvents with high boiling points, as these solvents can condense and build up on forced draft fan wheels, causing maintenance issues and reduced efficiency.
Provide us your particulate description, or send us a sample. We can recommend a cleaning cycle and procedure, new more plug-resistant media, upstream filtering, and/or regular media change outs. A site visit will be needed to fully evaluate the issue.
Some signs of ceramic media plugging include inability to reach and/or maintain the RTO operating temperature, increased pressure pulse from the RTO back to the process, reduced airflow capacity through the RTO, increasing fuel consumption, tripping of pressure switches at the emission source or during poppet valve actuation, and more. Contact our service department to schedule an inspection.
How often ceramic media needs to be replaced depends on several factors such as whether there are any acids or particulates present in the airstream, VOC (volatile organic compound) concentration, RTO airflow, and the type of media in use. When not exposed to adverse operating conditions, ceramic media beds can have a life of 5-10 years. When adverse conditions are present, the media may need to be replaced more often. Contact our service department to schedule an inspection.
There are two main types of ceramic media. Structured ceramic media is typically block-shaped, with ceramic materials configured in a geometric design. It is often placed in several layers. The other type of ceramic media is random-packed ceramic saddles. These smaller, U-shaped (also called saddle-shaped) ceramic pieces are also availiable in different sizes and are spread and leveled evenly across the media bed. Kono Kogs also offers custom media configurations, such as a hybrid media bed, to best fit the heat transfer and particulate requirements of each process and unit.
An RCO is essentially an RTO with a catalyst layer added. (See What is an RTO?).
Ceramic Media Upgrade for Automotive Paint Line
Proper RTO ceramic media bed design for an automotive manufacturer's spray booth emissions helped this customer greatly reduce plugging issues from their siloxane solids.


