Regenerative Thermal Oxidizers: What they are, what they do, and more

RTO systems destroy VOCs in industrial exhaust air to reduce air pollution.
A regenerative thermal oxidizer (RTO) is a type of air pollution control equipment that destroys hazardous air pollutants (HAP), volatile organic compounds (VOC) and odorous emissions created during industrial processes. A key difference between an RTO pollution abatement system and other oxidizer types is regenerative heat recovery, which makes the system extremely fuel efficient. For many reasons RTOs are the most common oxidizer technology in use today.
RTO Basics
RTO Operating Principles—RTO technology collects air emissions from industrial exhaust airstreams containing VOCs and HAPs, raises the airstream to high temperature to oxidize (convert) the pollutants into CO2 and H2O before releasing the clean airstream into the atmosphere. Like other oxidizer systems, time, temperature, and turbulence are the key to proper performance of an RTO.
Common Initial Questions
The term “regenerative” in regenerative thermal oxidizer (RTO) is drawn from the type of ceramic media heat exchanger used in these systems. It is unique in that it captures heat from the exhausting, clean airstream during one cycle and releases the heat to the incoming, dirty airstream in the next cycle. The heat is captured (and released) from beds of ceramic media. The RTO incorporates switching valves to cycle the direction of the airflow through the RTO heat exchanger beds to enable regenerative heat recovery.
Regenerative thermal oxidizers (RTOs) have a heat recovery (efficiency) of 95% typically. This technology has the lowest operating cost of all thermal oxidizer systems – not to mention the longest service life and highest reliability. It’s even possible for an RTO to operate with no auxiliary fuel use whatsoever if process VOC concentration levels are >3-4% lower flammability limit (LFL).
Clean process airstreams with high air flow and low VOC content (<10% LFL) are ideal applications. Higher VOC concentrations can be tolerated, as well as organic/inorganic particulates with proper planning and design, and possibly filters. See our case studies for a sample of possible applications.
RTOs typically operate at 1500o – 1600o Fahrenheit depending upon the VOC characteristics. Thermocouples inside the chamber monitor temperature and adjust gas burner firing as needed. Adequate temperature is essential to ensure VOC destruction efficiency. In most cases a data log of chamber temperature is required for air quality compliance.
Regenerative thermal oxidizers (RTOs) typically have a 0.5 second to 1.0 second dwell time for most applications.
The Regenerative Thermal Oxidizer Process
The Simple RTO Process
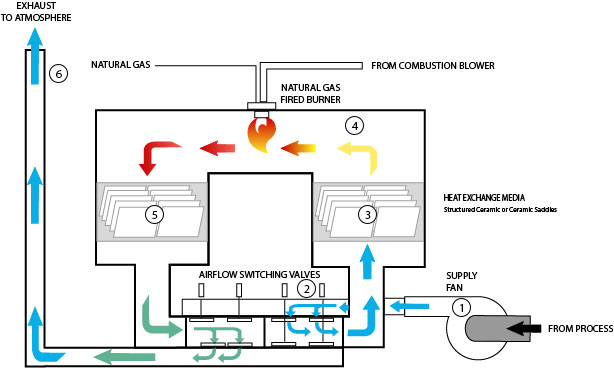
An RTO uses six basic steps for each cycle to heat the incoming dirty air, burn off pollutants and cool the exhausted clean air.
- Polluted air is drawn into the RTO fan
- Polluted air is pushed through a valve system into one (of two) beds of ceramic media
- Air is pushed through heated ceramic media; heating the air while cooling the ceramic media
- Heated air is pushed into a combustion chamber where pollutants are burned off
- Clean, hot air is pushed into second (of two) beds of ceramic media; giving off heat to the ceramic media, cooling the air
- Clean, cooled air is pushed through open valve and exhausted into the atmosphere

Types of Regenerative Thermal Oxidizers
Regenerative thermal oxidizers are usually categorized by:
- Chamber configuration
- Airflow switching method
- Heating method
The right type for a specific application depends on the exhaust stream, required destruction efficiency, odor or visible-emission concerns, footprint, fuel use, and maintenance priorities.
The most common RTO types include:
- Two-chamber RTOs are the most common RTO design. Air alternates between two ceramic media beds, allowing the system to recover heat efficiently while destroying VOCs. Two-chamber systems are a practical fit for many industrial applications, although a small amount of untreated air can escape during valve switching.
- Three-chamber RTOs are designed to capture and retreat the small “puff” of untreated air that can occur during flow reversal. Three-chamber RTOs are useful when odor control, visible emissions, or higher destruction efficiency requirements are especially important.
- Two-chamber RTOs with puff capture offer a smaller-footprint, lower-capital-cost alternative to adding a third chamber. The puff capture feature collects untreated air from the switching cycle and routes it back through the RTO for treatment.
- Flameless or electric RTOs are specialized designs that reduce or eliminate burner use during normal operation. Some use electric heating elements for startup, while others use a conventional burner for initial heat-up before switching to fuel injection. Electric systems can reduce fuel use and NOx emissions, but the name can be confusing because some “flameless” systems still use a flame during startup.
- RTOs with poppet, indexing rotary, or continuous rotary valves offer different valve designs to manage airflow reversal based on the system’s performance needs. Poppet valves are common and cost-effective, while indexing and continuous rotary valves can support multi-chamber designs and smoother airflow management.
For a deeper breakdown of each configuration, including chamber layouts, puff capture, flameless operation, and valve types, see our detailed guide to types of regenerative thermal oxidizers.
Industries and Applications for RTOs
Regenerative thermal oxidizers are essential in industries where air pollution control is critical due to the presence of VOCs and hazardous air pollutants. If your operation involves solvent use, coating, curing, drying, or chemical processing, there's a good chance an RTO is the right abatement system.
RTOs are especially well-suited for:
- Printing & Packaging: Solvent and ink emissions from flexographic, gravure, and web offset presses
- Coating & Converting: Processes such as laminating, adhesive coating, and film or foil converting, where solvent vapors are common
- Chemical Processing: VOCs and HAPs from reactors, mixers, and other chemical manufacturing operations
- Pharma / Medical: Solvent and process emissions in pharmaceutical production and medical device manufacturing
- Food & Beverage: VOCs, odors, and other process emissions from food flavoring, edible oil processing, snack production, and beverage manufacturing
- Baking & Confectionary: Odors and organic emissions from baking ovens, ingredient handling, and confectionery production processes.
- Metal Decorating & Cans: Exhaust from can coating, metal painting, and related finishing processes
- Wood Products: Emissions from adhesives and coatings in the manufacture of furniture, cabinetry, plywood, and composite wood products
- Painting & Painted Products: Exhaust from spray finishing, dip coating, and curing operations for painted parts and finished products
- Electronics & Semiconductors: Exhaust streams generated during electronics manufacturing, semiconductor fabrication, and related coating or solvent-based operations
- Foam, Rubber & Polymer: VOCs and process emissions from foam production, rubber manufacturing, and polymer processing operations
- Fiberglass: Styrene and other emissions generated during fiberglass manufacturing and composite fabrication
- Automotive: Painting, coating, curing, and component manufacturing processes that generate VOCs and HAPs
- Carbon Fiber & Composite: Emissions from resin systems, curing ovens, and other composite manufacturing processes
RTOs are one of the most widely used air pollution control technologies in industrial manufacturing, mainly because so many processes generate the kind of continuous, high-volume, VOC and HAP-laden airstreams that RTOs are purpose-built to handle. The Kono Kogs team has experience with practically every possible oxidizer application, across practically every industry.
How much does a regenerative thermal oxidizer cost?
The cost of a regenerative thermal oxidizer depends mainly on the airflow volume the system needs to treat, usually measured in SCFM. From there, pricing is affected by the exhaust stream, pollutant type and concentration, required destruction efficiency, materials of construction, system features, installation needs, and long-term operating costs.
When comparing RTO costs, it is important to look beyond the equipment price. The total cost of owenership (TCO) includes:
- Equipment purchase price
- Installation, shipping, concrete pad, ductwork, and dampers
- Commissioning
- Fuel, electricity, and compressed air
- Maintenance and replacement parts
- Potential downtime or lost production from unreliable equipment
RTOs typically have higher upfront costs than some other oxidizer technologies, but they are often the most cost-effective option over time because of their high heat recovery and low fuel use. For many industrial applications, RTOs have the lowest operating cost of any thermal oxidizer system.
Lower-priced RTOs can become more expensive in the long run if they use inferior components, create excessive pressure drop, require more maintenance, or operate too close to their design limits. A higher-quality system may cost more upfront but deliver better reliability, lower operating costs, and longer service life.
Fully refurbished RTO systems from Kono Kogs can reduce capital costs by 40% or more compared to buying new, with comparable guarantees and warranties.
For a more detailed cost breakdown, including design factors, operating costs, installation considerations, and refurbished system options, see our full guide to regenerative thermal oxidizer costs or try our RTO Budget Calculator.
Need a more specific number? Contact the Kono Kogs team for help selecting the most cost-effective RTO system for your application. Based on the level of information provided to our engineering team, proposals can be delivered in as little as 1 day or up to 1 week. Systems that require special features, such as hot gas bypass, puff capture, special metals, or other custom design considerations, may take longer to quote.

Regenerative Thermal Oxidizer Design Factors
Certain RTO design factors can make a significant difference in both capital and operating costs:
- Process air volume flowrate affects the size of the RTO unit, dampers and ductwork you’ll need.
- Process air exhaust temperature determines the need for ductwork insulation, fan sizing, and affects expected operating costs.
- Type & concentration of pollutants affects material of construction, heat exchanger efficiency, and greatly determines operating costs of electricity and fuel.
- Complexity of RTO design affects how much RTO maintenance will be required. RTOs come in different designs, sizes and configurations.
- Projected growth could make it smarter to install a higher-capacity system right away, rather than adding a second RTO in the future.

RTO Maintenance and Long-Term Performance
An RTO can work for decades, but reliable performance depends on keeping its ceramic media, switching valves, burner, fan, controls, insulation and other components in good condition. Process contaminants, high temperatures and continuous operation can gradually increase pressure drop, fuel use or component wear even while the system remains operational.
Monitoring changes in airflow, temperature, fuel consumption, alarms and emissions performance can help identify developing problems before they lead to a shutdown. Learn more about RTO maintenance, common warning signs, inspection points, repairs and upgrade options.
RTOs vs. Other Pollution Abatement Systems
Regenerative thermal oxidizers have many advantages over other oxidizer designs, but the right solution depends on the process. Airflow, VOC concentration, destruction requirements, operating temperature, fuel usage, and the chemistry of the exhaust stream all determine whether an RTO is the best fit for your emission control needs.
RTOs are chosen for many industrial applications because they offer high destruction efficiency and high thermal efficiency. But other oxidizer technologies may be more appropriate in certain situations, so it's helpful to understand how they differ.
Regenerative Thermal Oxidizer vs Thermal Oxidizer
In direct-fired thermal oxidizers, air flows only one direction through the system and there's no heat recovery from the treated airstream. In contrast, RTOs create airflow reversals using dampers and control logic, making them much more thermally efficient.
Compared to other thermal oxidizer systems, regenerative thermal oxidizers are generally more efficient and reliable, and have a longer service life. However, RTOs have a more complex build and are heavier, which can affect shipping, installation, and commissioning costs. They may also require more space than simpler oxidizer designs.
RTOs are the best option for most industrial processes, especially when energy efficiency is a priority. However, when 99.99% destruction of VOCs is required, a thermal recuperative oxidizer may be the better solution.
LEARN MORE – Regenerative Thermal Oxidizers vs. Thermal Oxidizers
Regenerative Thermal Oxidizer vs Recuperative Thermal Oxidizer
The main difference between regenerative and recuperative thermal oxidizers is how each one recovers heat while operating. Recuperative thermal oxidizers use metal heat exchangers, while regenerative thermal oxidizers use ceramic media.
This difference means RTOs typically recover more heat, which can make them more efficient for large exhaust volumes and continuous operation. Recuperative thermal oxidizers usually recover less heat, but their simpler airflow pattern and design can make them a better fit for some applications. For example, when the process requires single-direction airflow, or low airflow rates don't justify the added complexity of an RTO.
LEARN MORE – Common Types of Thermal Oxidizer Systems
Regenerative Thermal Oxidizer vs Catalytic Oxidizer
Catalytic oxidizers use both heat and catalyst to destroy VOCs. Because the catalyst allows oxidation to occur at a lower temperature, these systems can reduce fuel usage in certain applications. That advantage depends on the exhaust stream. Catalytic oxidizers are usually best suited to cleaner, catalyst-compatible streams. Compounds that foul or poison the catalyst can reduce performance and increase maintenance requirements.
In some applications, a regenerative catalytic oxidizer (RCO) may also be an option. An RCO combines regenerative heat recovery with catalyst-assisted oxidation, allowing the system to operate at a lower temperature while still recovering heat efficiently. RCOs can be a good option for catalyst-friendly compounds and very low VOC concentrations, especially if minimizing fuel usage is important. As with other catalytic systems, the exhaust stream must be evaluated carefully to confirm that catalyst fouling or poisoning is not likely to be a problem.
LEARN MORE – Regenerative Thermal Oxidizers vs Catalytic Oxidizers
Quick Comparison of RTOs vs Other Oxidizer Technologies
Regenerative Thermal Oxidizer Components
A regenerative thermal oxidizer is made up of several coordinating components that move, heat, treat, recover, monitor, and discharge process air. The exact configuration depends on the application, but most RTO systems include core components for airflow, heat recovery, combustion, flow reversal, controls, and exhaust.
Common RTO components include:
- System fan or blower: Pulls process exhaust into the RTO and moves air through the system at the required flow and pressure.
- Ceramic heat exchange media: Stores heat from the treated exhaust stream and transfers it back to the incoming polluted air.
- Media chambers: Hold the ceramic media beds and allow airflow to alternate between heating the incoming exhaust stream and cooling the treated exhaust stream.
- Combustion chamber and burner: Heat the process air to the temperature needed to oxidize VOCs and HAPs in to less harmful byproducts, typically CO₂ and water vapor.
- Switching valves: Reverse airflow through the media beds so the system can continuously recover and reuse heat. RTOs may use poppet valves, indexing rotary valves, or continuous rotary valves.
- PLC controls, sensors, and VFDs: Monitor and control airflow, temperature, pressure, valve timing, burner operation, and safety functions. VFDs can help match fan speed to process demand and reduce energy use.
- Ductwork, dampers, and exhaust stack: Move process air into the RTO, control airflow where needed, and discharge treated air from the system.
- Insulation, refractory, and structural components: Protect the steel shell and surrounding components from high operating temperatures while supporting safe, reliable operation.
Some RTOs also include supporting or optional components such as hot gas bypass dampers, puff capture chambers, gas trains, access platforms, pneumatic controls, remote monitoring hardware, temperature recorders, pre-filters, scrubbers, secondary heat exchangers, or custom capture systems. These additions may be used to manage high VOC concentrations, reduce pressure or temperature issues, recover extra heat, support compliance monitoring, or adapt the RTO to a specific process.
For a deeper look at how these parts work together, see our guide to industrial thermal oxidizer components.
In many cases, Kono Kogs can help businesses comply with environmental regulations and reduce operating costs by repairing, rebuilding, or upgrading components of their existing regenerative thermal oxidizer.
We have an extensive inventory of RTO parts including:
- Exhaust stacks
- Combustion chambers
- Ceramic media
- Media chambers
- Media cold face support
- Gas trains
- Burners
- Fans
- Process ductwork/supports
- Process T dampers
- Hot bypass valves
- Access platforms
- PLC cabinets
- Actuators
- Insulation & cladding
- Pneumatic controls
We also offer a wide range of regenerative thermal oxidizer services, and can meet nearly any metal fabrication need with our in-house shop. The components and services on our site are by no means comprehensive. Kono Kogs can handle any RTO rebuild or replacement project you are facing. We invite you to send us your trickiest projects; we look forward tothe challenge!

RTO Design & Manufacturing
Some applications require a new RTO designed around the facility, process exhaust, airflow volume, VOC concentration, footprint, installation constraints, and long-term operating goals. In those cases, Kono Kogs can design, engineer, fabricate, assemble, pre-test, and install a custom regenerative thermal oxidizer built for the application.
A custom RTO provides many advantages and may be the right fit if your facility needs a specific airflow capacity, specialized ductowork or capture system, updated PLC controls, remote monitoring, high efficiency ceramic media, improved maintenance access, or a layout designed around tight space, permitting, or production requirements. Kono Kogs' self-perform approach keeps nearly the entire project (design and fabrication, assembly, testing, and installation support) in the hands of our experienced team to better control quality, schedule, and cost.
Learn more about Kono Kogs' custom RTO design and manufacturing capabilities.
Refurbishing RTO Systems
A refurbished RTO can be a practical alternative to buying new when the right pre-owned system is available and properly reconditioned for the application. Kono Kogs got its start refurbishing RTOs, and that hands-on experience with many major oxidizer brands still shapes how our team evaluates, rebuilds, upgrades, and supports systems today.
Kono Kogs sources well-built pre-owned RTOs, refurbishes them to like-new condition for reliable performance, and backs them with parts and performance warranties and guarantees comparable to new equipment. Depending on the project, a refurbished RTO can reduce capital cost by up to 40% compared to buying new while still providing long service life and dependable VOC destruction performance. See all the advantages of a refurbished RTO from Kono Kogs.
Brands in our refurbished RTO inventory include CECO ADWEST Technologies, Dürr MEGTEC Systems, REECO/Dürr, CMM Group, TANN Corp., and Alstom. See the full list of OEM brands that we refurbish.
Do you have an aging RTO? Replacement is not always the only answer. If your existing system has good structural integrity, services like on-site refurbishment, controls upgrades, burner tuning, valve timing, ceramic media replacement, insulation repair, or airflow optimization may extend service life and improve performance at a lower cost than full replacement.
To learn more, compare RTO replacement vs on-site refurbishment.
Common Technical RTO Questions
Buying or replacing an RTO involves real technical and financial stakes. The questions below cover what most buyers need to think through, from airstream compatibility and materials of construction to controls, valves, and operating costs. If your question isn't here, the KKI engineering team typically responds to questions and requests within 24 hours.
Yes, RTOs can be designed to match your specific exhaust airstream characteristics. They are typically optimized for airstreams with solvent concentrations in the 0–10% Lower Explosive Limit (LEL) range. For higher concentrations up to 25% LEL, additional features such as hot gas bypass systems may be needed to ensure safe and efficient operation.
Yes, the type of ceramic media in an RTO can be optimized for an exhaust airstream. Using the right type of ceramic media can maximize thermal efficiency, minimize pressure drop, and better handle organic and inorganic particulates that may be present. Check out this case study for more information.
Note: Regular preventative maintenance and understanding your airstream's composition are crucial for determining the appropriate timing for media replacement.
Fuel gas injection systems are ideal for applications requiring low NOx and CO emissions and where variable fuel demand exists, such as processes with fluctuating exhaust temperatures or flow rates. They can provide significant fuel savings by precisely controlling fuel input, improving combustion efficiency, and reducing overall energy costs.
Yes, if your process stream contains corrosive compounds or halogenated compounds (like chlorine, bromine, or fluorine), the RTO may require special materials of construction such as high-alloy stainless steels or corrosion-resistant coatings to ensure long-term durability and safe operation.
It depends on your location. Some local and state regulations require low NOx emissions, especially in non-attainment or ozone-sensitive areas. To find out what applies to your facility, contact your local air permitting authority or environmental regulatory agency. If needed, low NOx burners can be retrofitted to your system to meet these requirements.
Yes, in some cases. Visible emissions or opacity, often seen as puffs during poppet transitions, can occur. However, a puff chamber can significantly reduce or eliminate these visible emissions.
Yes, most RTO systems are equipped with a VFD on the main fan. VFDs are important for efficient operation, allowing for volume turn-down, improved energy savings, and idle-mode operation when full airflow isn’t needed.
Induced draft fans are often preferred when handling particulates and solvents with high boiling points, as these solvents can condense and build up on forced draft fan wheels, causing maintenance issues and reduced efficiency.
A rotary valve is often a better choice than a poppet valve for processes sensitive to pressure pulses, as poppet valves can generate pressure fluctuations that may affect product quality.
Yes, our RTOs are typically skid-mounted and pre-assembled to minimize field welding and on-site labor. This simplifies installation and helps reduce overall turnkey project costs.
Yes, our oxidizer's controls come standard with remote access, which allows for real-time, remote troubleshooting, which will reduce the need for on-site service visits.
Using a bake-out feature can help prevent and remove organic compound buildup in the ceramic media, reducing the risk of plugging and maintaining efficient operation. A preheater or recirculation loop are also possible mitigation methods.
Feel free to check our used RTO inventory and get in contact with our sales and applications engineers at sales@konokogs.com to ensure that the system meets your needs. Quality-built refurbished regenerative thermal oxidizer (RTO) systems from KKI offer a long service life, can save you up to 40% compared to new units, and come with performance and parts warranties comparable to those of new systems.
Regenerative Thermal Oxidizer Treating Coil Coating Emissions
Case Study: the used RTO from KKI had excellent performance numbers (99% VOC DRE) and provided significant capital cost savings compared to new equipment.


KKI is the leading global supplier of high-quality used air pollution control equipment. Our team has a 100% success rate meeting our performance guarantees and has earned repeat business from multiple customers. Whether you’re looking to get more efficient service out of your existing RTO or learn about your replacement options, KKI can help.
